TEXTILES & APPAREL TECHNOLOGY OUTLOOK—The Digital Thread: Latest Digital Developments in Textiles and Apparel

“The textile and apparel industry is undergoing a significant digital transformation, driven by advancements across design, printing, cut-and-sew processes, and integrated software solutions.”
Cary Sherburne surveys the lay of the land…
GUEST ARTICLE WRITTEN BY CARY SHERBURNE OF WHATTHEYTHINK
The textile and apparel industry is undergoing a significant digital transformation, driven by advancements across design, printing, cut-and-sew processes, and integrated software solutions.
This evolution is fundamentally reshaping global supply chains, moving from traditional, mass-production models towards agile, on-demand, and highly customized manufacturing. Key innovations are focused on enhancing speed, precision, and versatility, while prioritizing environmental sustainability. This progression enables faster time-to-market, significantly reduced waste, and greater responsiveness to consumer trends, positioning the industry for a more efficient and sustainable future.
If you are producing textile-based products, or planning to, this article will help you determine several options to explore further, based on your company’s specific requirements and those of your customers.
Following ITMA 2023 and drupa 2024, there have been few new printer announcements, although more are expected moving forward. For purposes of this article, we provide a round-up of leading technologies that have been brought to market over the past few years that are helping to drive this transformation.
The Digital Transformation of Textiles and Apparel
The global textile and apparel industry, historically characterized by labor-intensive processes and significant resource consumption, is currently experiencing a rapid and comprehensive shift towards digitalization, as we have discussed on WhatTheyThink many times. This paradigm change is primarily propelled by a confluence of factors: evolving consumer demands for personalized products and rapid delivery, increasing global pressures for environmental sustainability, and the critical need for resilient and agile supply chains.
Digital technologies offer compelling solutions to these challenges by enabling improved efficiency, flexibility, and a substantially reduced ecological footprint throughout the production lifecycle. Digital technologies, of course, eliminate the time-consuming, labor intensive and waste-generating characteristics of rotary screen printing, as well as the chemistry required to prepare and clean screens. Obviously, long setup times for short-run jobs—increasingly demanded by both brands and consumers—incur costs that can make products more costly and less profitable to produce. In addition, the ability to produce textile-based products closer to the point of need can reduce the cost and environmental impact associated with transporting these products around the globe.
This article overviews a variety of options across several segments of the textile and apparel sector. It looks at the innovations in digital printing equipment and their corresponding ink systems and highlights the progress in automated cut-and-sew processes to shed light on the collective impact of these advancements on the industry's overall progression and future trajectory.
Digital Printing Equipment: Driving Production Innovation
The digital textile printing landscape is defined by an ongoing pursuit of enhanced speed, superior quality, and expanded versatility, all underpinned by a growing emphasis on sustainable practices. Manufacturers are continuously introducing advanced multi-pass and single-pass printers, sophisticated ink systems, and integrated software solutions to meet the diverse and evolving demands of applications ranging from high-fashion apparel to specialized industrial textiles.
EFI Reggiani: Pushing Boundaries in Speed and Sustainability
EFI Reggiani continues to deliver innovation with digital textile printers that significantly elevate production capabilities. The EFI Reggiani BOLT XS is positioned as a next-generation single-pass printer, engineered to achieve an operational speed of up to 100 m/min. (328 ft./min.). It offers a resolution of 600 x 4800 dpi in an ultra-compact footprint, offering a digital alternative to traditional rotary printing for mass production. Proprietary electronics and software enable real-time printing, even for very short and frequently variable jobs.
Complementing the single-pass technology, the EFI Reggiani HYPER is recognized as the fastest scan digital textile printer on the market. It achieves speeds of up to 33,906 sq. ft./hr., utilizing 72 printheads and a 2400 dpi resolution. The HYPER is strategically positioned to bridge the performance gap between high-productivity scan and single-pass digital printers, offering competitive uptime and reliability through its continuous ink recirculation system. These two printers are well positioned to challenge the dominance of traditional rotary screen printing, even for high-volume production.
EFI Reggiani printers support a wide range of applications through their proprietary reactive, direct disperse, pigment, and disperse sublimation inks.

EFI Reggiani BOLT XS
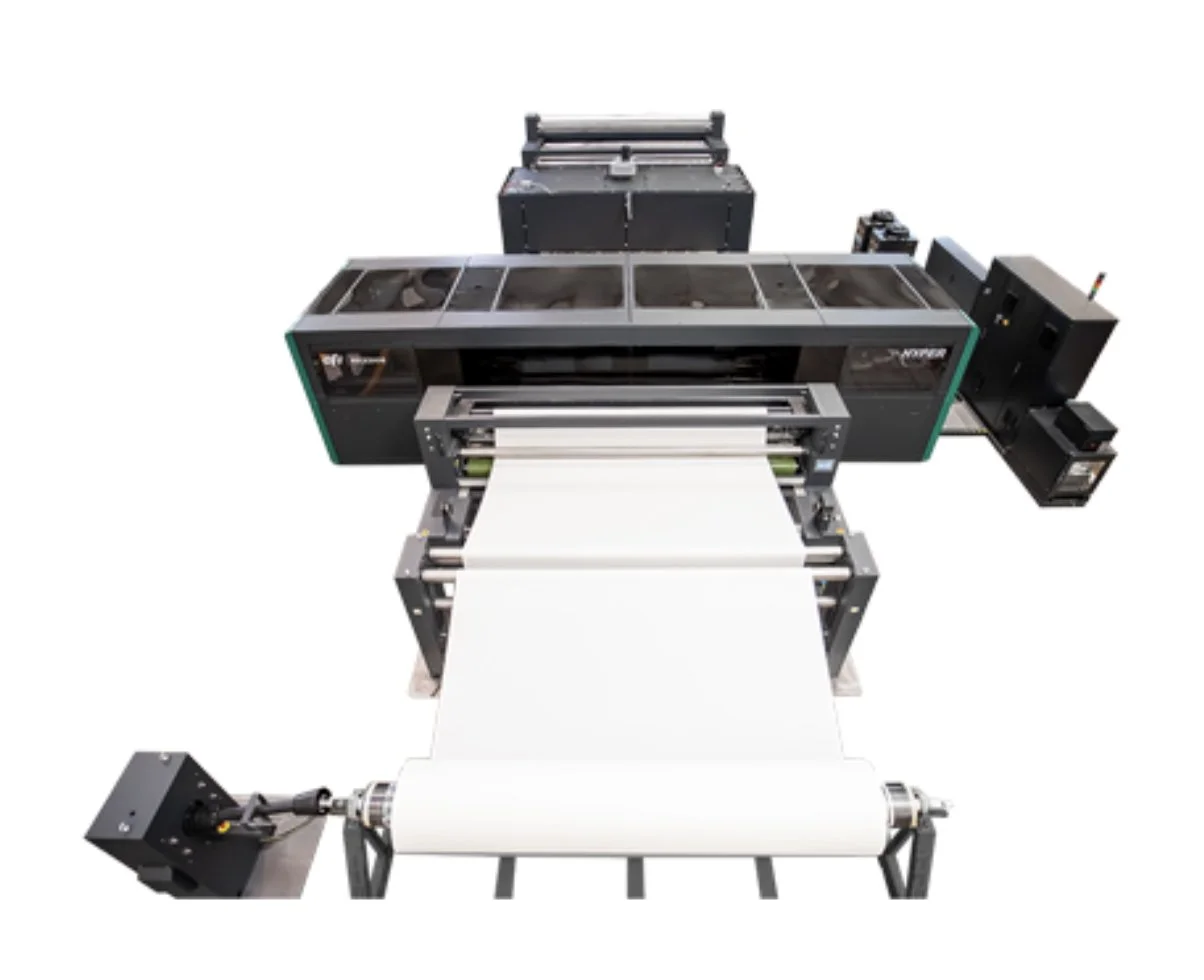
EFI Reggiani HYPER
HP: Advancing Dye-Sublimation for Diverse Applications
HP has advanced dye-sublimation printing with its Stitch series, catering to a broad spectrum of textile applications. The HP Stitch S1000, which has been on the market now for some time, is a super-wide (3.2m or 126-in.) dye-sublimation production printer engineered for high productivity, reaching speeds of up to 220 sq. m/hr. (2,370 sq. ft./hr.). This printer facilitates long, unattended print runs and features fully automated maintenance functions, easy media loading, and dual-roll printing capabilities. Its user-friendly interface supports remote management via HP PrintOS, enhancing operational efficiency. It can print on both transfer paper and directly onto fabric from a single device.
The HP Stitch S300 and S500 are 64-in. dye-sublimation printers designed for varying production volumes, with the S500 achieving speeds of 110 sq. m/hr. and the S300 at 34 sq. m/hr. Both models incorporate a built-in features that reduce daily manual interventions. These printers also support both transfer paper and direct-to-fabric printing.
It should also be noted that a single HP Stitch printer can effectively serve the soft signage, fashion, and home décor markets, expanding market reach and opening new revenue streams. Furthermore, it streamlines operational workflows as operators no longer need to switch between different types of equipment for varied job requirements, leading to improved overall productivity and a more agile response to market demands.
HP's dye-sublimation printers utilize thermal inkjet technology with inks specifically formulated for polyester-based textiles, making them ideal for sportswear, fast fashion, home décor, and soft signage.
Mimaki: Versatility and Sustainability in Digital Textile Printing
Mimaki, long a provider of textile printing solutions, offers a diverse range of digital textile printers, focusing on versatility and environmental responsibility. The Mimaki Tx300P Series, including the Tx300P-1800 MkII and Tx300P-1800B, is designed for on-demand production of woven and knit fabrics and enables direct printing on various textile types, including thick, thin, woven, or raised fiber materials. They support five ink types: pigment, dye-sublimation, disperse, reactive, and acid, providing broad application flexibility.
The Mimaki TxF300 Series, comprising the TxF300-75 and TxF300-1600, are dedicated direct-to-film (DTF) printers, a technology that has generated significant interest in the marketplace. The TxF300-1600 model can print on rolls up to 63 in. wide. The series integrates software and Mimaki Core Technologies to ensure seamless operation and exceptional results.
The Mimaki Tiger600-1800TS is Mimaki's most productive sublimation transfer printer, specifically engineered to accelerate the shift from analog to digital processes within the textile printing industry.
Mimaki offers a comprehensive range of inks, including reactive, acid, pigment, disperse, and dye-sublimation for the Tx300P series which utilizes heat transfer pigment ink PHT50, including white ink with a circulatory function to ensure stable operation and prevent clogging. Mimaki also introduced a Textile Pigment Transfer Printing System and the Neo-Chromato Process, explicitly emphasizing sustainable and environmentally friendly solutions.

Mimaki Tiger600-1800TS
Mutoh: Innovations in Sublimation and Water-Based UV
The Mutoh XpertJet 1642WR Pro is a successor to previous models, featuring two new ultra-wide Mutoh AccuFine piezo variable drop print heads and proprietary i-screen weaving technology. These advancements are designed to deliver exceptional print quality at higher production speeds, specifically targeting the sublimation transfer market.
The Mutoh HydrAton 1642, a 64-in. (1625mm) roll-to-roll printer, uses innovative water-based UV technology with its AQUAFUZE inks. This enables printing on a diverse range of eco-friendly, heat-sensitive, synthetic, and technical textiles without requiring primers or optimizers.
Mutoh's portfolio also includes the XpertJet C641SR Pro Printer/Cutter, which represents Mutoh’s first integrated print and cut device. This compact 24-in. (630mm) model combines integrated cutting capabilities with XpertJet SR Pro print technology, offering an end-to-end solution for various applications.
Mutoh’s sublimation printers utilize water-based inks compatible with standard dye sublimation papers, enabling transfer onto a wide spectrum of polyester substrates and direct printing onto closed, non-stretch polyester fabrics.
Kornit: Leading On-Demand Sustainable Fashion Production
Kornit Digital is a leader in on-demand digital fashion production, helping to drive the future of fashion technology.The company offers both direct-to-garment and direct-to-fabric solutions.
Kornit Presto MAX is a direct-to-fabric printing solution that is ideal for building full-scale microfactory production models or creating custom fabrics. This printer uses eco-friendly NeoPigment Robusto inks and is particularly noted for its ability to print white on colored fabrics.
Kornit's Atlas MAX PLUS and Atlas MAX POLY printers leverage Kornit's MAX and XDi technologies, offering improved productivity and enabling unique applications such as XDi-3D effects, neon colors, and vibrant white prints. The XDi technology specifically allows for 3D decorative applications, capable of emulating embroidery, high-density prints, vinyl, and screen transfer effects in minutes.
Kornit has announced a wide range of partnerships that enhance its overall production ecosystem, perhaps more than any other supplier to the industry. Most recently, this includes, but is not limited to:
MAS ACME USA (May 21, 2025): This collaboration aims to optimize supply chain and manufacturing efficiencies by pairing Kornit’s on-demand production solutions with MAS ACME USA's data diagnostics. This is combined with solutions from Syrup Tech, a leading (Ai) machine-learning decision-support engine for inventory management.
Gooten (May 6, 2025): This print-on-demand fulfillment and technology company is integrated with Kornit’s Global Fulfillment Network.
The company hints at more to come in the not-too-distant future.
Ricoh: DTG/DTF Solutions for Varied Production Volumes
Ricoh offers a lineup of direct-to-garment (DTG) and direct-to-film (DTF) printers, designed to cater to various production scales. The RICOH Ri 4000 Garment Printer is ideal for mid to high-volume production, featuring built-in Enhancer technology that automates pretreatment, significantly streamlining the printing process on both cotton and polyester fabrics. This innovation eliminates the need for manual pretreatment.
The RICOH Ri 2000 Garment Printer is Ricoh’s fastest DTG and DTF printer, offering vibrant and accurate color reproduction. It features auto table height adjustment and easy automated maintenance, capable of printing full-color graphics in under 10 seconds.
For mid-volume production, the RICOH Ri 1000X Garment Printer provides faster speeds, enhanced print detail, and improved performance. It features an improved stability platen and custom T-shirt printer, capable of printing full-color graphics in under 28 seconds.
RICOH Ri 100Lt Direct to Garment Printer serves as an entry-level DTG solution, ideal for startups or on-the-go use, making it easy for anyone to print beautiful, long-lasting garments.
Ricoh's DTG/DTF printers offer high-resolution prints up to 1200 x 1200 dpi and 3 pL minimum ink drop size. The versatile quick-change magnetic platens allow accurate printing on a wide variety of apparel types and sizes, including shirts, hoodies, hats, and shoes. These printers include the ColorGATE RIP software and automated maintenance features, such as intelligent auto cleaning and white ink agitation, reduce upkeep time.
Durst: Integrated Solutions and Advanced Ink Systems
Durst Group provides several digital printing solutions for textiles, emphasizing integrated technologies and proprietary ink systems. The Alpha Series of textile printers, including the Alpha 330 Textile Edition and Alpha 190 Textile Edition, represents the fifth generation of Durst’s automatic printer line. The Alpha 190 can print at 900 sq. m/hr., while the Alpha 330 reaches up to 1,470 sq. m/hr. in single-roll mode.
Durst also offers the P5 TEX iSUB system for textile printing with inline sublimation for a wide range of applications, including soft signage, wallpaper, home textiles, athleisure, sportswear, and digital fashion printing.
Durst Group offers reactive, pigment and dye-sub inks to enable printing on a wide range of fabrics.
Epson: Precision Dye-Sublimation for Production Class
Epson’s SureColor F-Series dye-sublimation printers are engineered for high performance, versatility, and superior print quality in production-class environments. The series includes models such as the SureColor F6470, F9570, F10070 Series, and F11070 Series. These printers are designed to deliver high performance and reliability, with all components, including printheads, expertly crafted to work seamlessly in the production of apparel, signage, decor and promotional products.
Epson’s dye-sublimation technology is powered by PrecisionCore, delivering high quality at high speeds with low waste across a wide range of applications. The printers utilize UltraChrome DS Ink technology, which produces bold colors and rich, high-density blacks.
There are also textile printers available from Color Jet, based in India; and HPRT based in China.
Focus on Sustainability
A prominent trend across the industry is the development of more eco-friendly ink systems. Water-based inks are becoming a standard, significantly reducing the environmental impact compared to traditional solvent-based alternatives.
The emphasis on certifications such as GOTS (Global Organic Textile Standard) and OEKO Passport for inks, is seen from most, if not all, digital textile ink manufacturers these days, to assure that inks meet stringent ecological and toxicological requirements throughout their lifecycle. The broader availability of such certified, water-based, and low-impact inks contributes to a circular fashion economy by enabling the production of garments with a reduced environmental footprint, aligning with growing consumer demand for eco-friendly products.
Improved RIP Capability
Adobe PDF Print Engine is included in the Raster Image Processing (RIP) software for a number of textile printer vendors, including Caldera, ColorGATE, Epson, EFI, and Onyx. This ensures consistent color reproduction, high-definition image fidelity, and seamless workflows, allowing for precise translation of digital designs to printed fabrics. By leveraging Adobe PDF, designs created in popular creative suites translate accurately and consistently to the printer, significantly reducing errors, minimizing costly revisions, and decreasing material waste, thereby accelerating the entire design-to-production cycle.
Epson’s recent acquisition of Fiery from Siris, Fiery’s former parent company, may also foretell more textile-oriented applications taking advantage of Fiery’s industry-leading color management and workflow as Epson integrates these products into its printer portfolio. For example, the Epson SureColor G6070 is a dedicated direct-to-film (DTF) printer that is bundled with Fiery Digital Factory DTF Epson Edition software for the North American market.
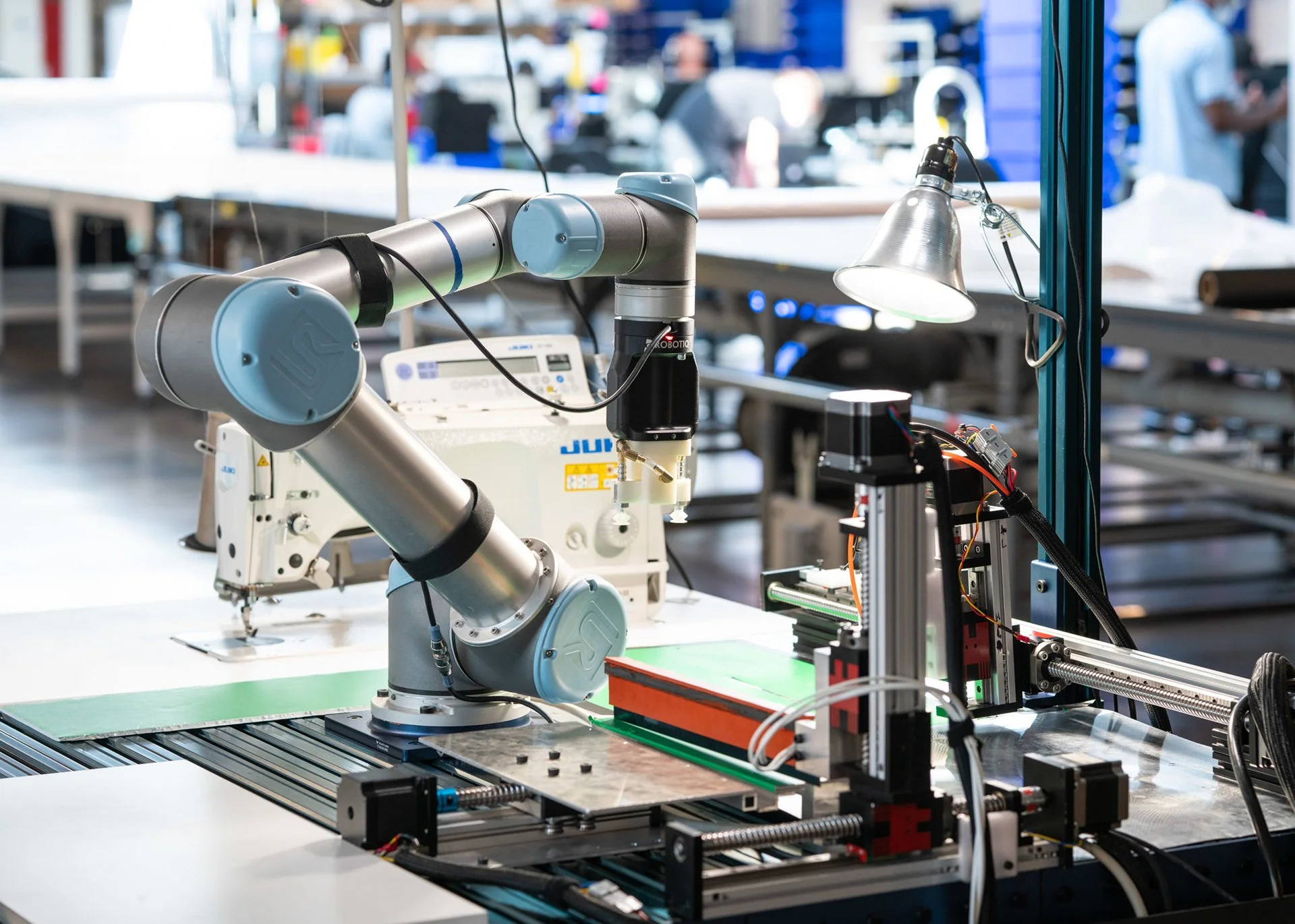
Cut-and-Sew Developments
There are a number of cutting solutions available for textiles from companies such as Lectra, Zund, and Gerber that offer laser and/or knife cutting. But sewing is often called the “last mile” in apparel production automation. Ideally, one would like to see a fabric printer in line with a cutting table, with robots assisting humans in picking and transporting cut fabric to sewing stations, each with a specific type of sewing expertise and/or thread color. The closest I have seen to this vision is the Bespoke Manufacturing Company (BMC) in Scottsdale, Ariz., a tech-enabled company specializing in on-demand, custom garment and home fashion production. The company offers a model that portends the future of a more sustainable on-demand production operation that reduces waste and improves time to market. It still requires talented sewists, a capability that robotics are not likely to replace anytime soon.
That being said, there have been some new innovations in sewing machines such as the Brother Luminaire 3 Innov-ís XP3, offering features like wireless LAN, app-based control, and over 1,500 built-in embroidery designs.
Sewbo prototype face mask sewing system
Sewbo, headquartered in Oakland, Calif., is also an interesting solution whose approach to fabric handling enables off-the-shelf industrial robots to work with a wide range of fabric and sewing machines. It temporarily stiffens fabrics, allowing off-the-shelf industrial robots to easily build garments from rigid cloth, just as if they were working with sheet metal. The fabric panels can be easily molded and welded before being permanently sewn together.
The water-soluble stiffener is removed at the end of the manufacturing process with a simple rinse in hot water, leaving a soft, fully assembled piece of clothing. The stiffener can then be recovered for reuse.
Industry Implications
The textile and apparel industry is undergoing a transformative period, largely propelled by the rapid evolution of digital technologies across its entire value chain. The latest developments in digital printing equipment, ink systems, design software, and cut-and-sew automation collectively point towards an industry that is becoming faster, more versatile, more integrated, and significantly more sustainable.
These collective advancements enable several significant shifts in the textile and apparel industry. These developments are not isolated but when interconnected, form a comprehensive digital ecosystem that has the ability to redefine manufacturing paradigms.
As a result, the industry is moving—albeit slowly—towards highly integrated and automated workflows, from design through printing to the final cut-and-sew stage as we have outlined here. There is also increasing use of AI for such capabilities as color matching, ink mixing, and predictive maintenance from several companies which further enhances efficiency and reliability. This integration across the value chain means that design changes can be implemented rapidly, production can be scaled efficiently, and overall operational control is significantly improved.
Furthermore, sustainability is no longer a niche concern but a core driver of technological innovation. The shift towards water-based, eco-friendly inks from a variety of companies, including EFI, HP, Mutoh, Mimaki, Kornit and more, can eliminate the need for pre- or post-treatment chemicals, reducing water and chemical consumption.
The ability to produce on-demand, facilitated by digital technologies, inherently reduces overproduction and inventory waste, contributing significantly to a more sustainable fashion ecosystem.
With more geographies requiring compliance with regulations designed to keep fabric waste out of landfills, brands and manufacturers will increasingly be required to seek solutions that enable them to comply.
The trajectory of technological progression indicates a future where the textile and apparel industry could operate as a highly interconnected, intelligent, and responsive ecosystem. This digital thread, weaving through design, printing, and manufacturing, promises not only enhanced profitability and efficiency but also a more responsible and adaptable global supply chain, poised to meet the dynamic demands of the 21st-century consumer.
About Cary Sherburne: Cary Sherburne is a well-known author, journalist and marketing consultant whose practice is focused on marketing communications strategies for the printing and publishing industries.
Cary Sherburne is available for speaking engagements and consulting projects. To get more information contact us. Please offer your feedback to Cary. She can be reached at cary@whattheythink.com.