SUSTAINABILITY IS THE PARADIGM OF DIGITAL TEXTILE PRINTING



SUSTAINABILITY IS THE PARADIGM OF DIGITAL TEXTILE PRINTING
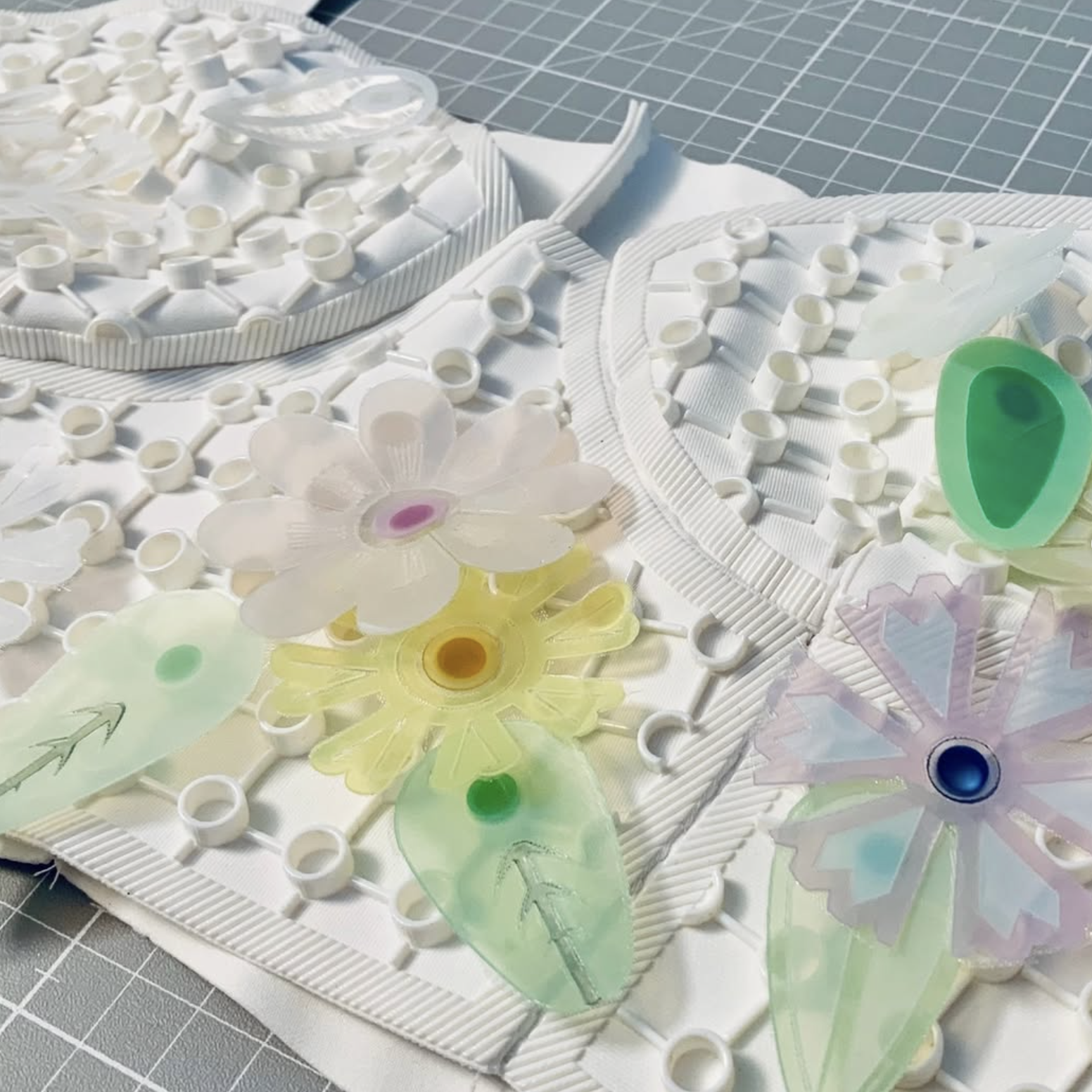
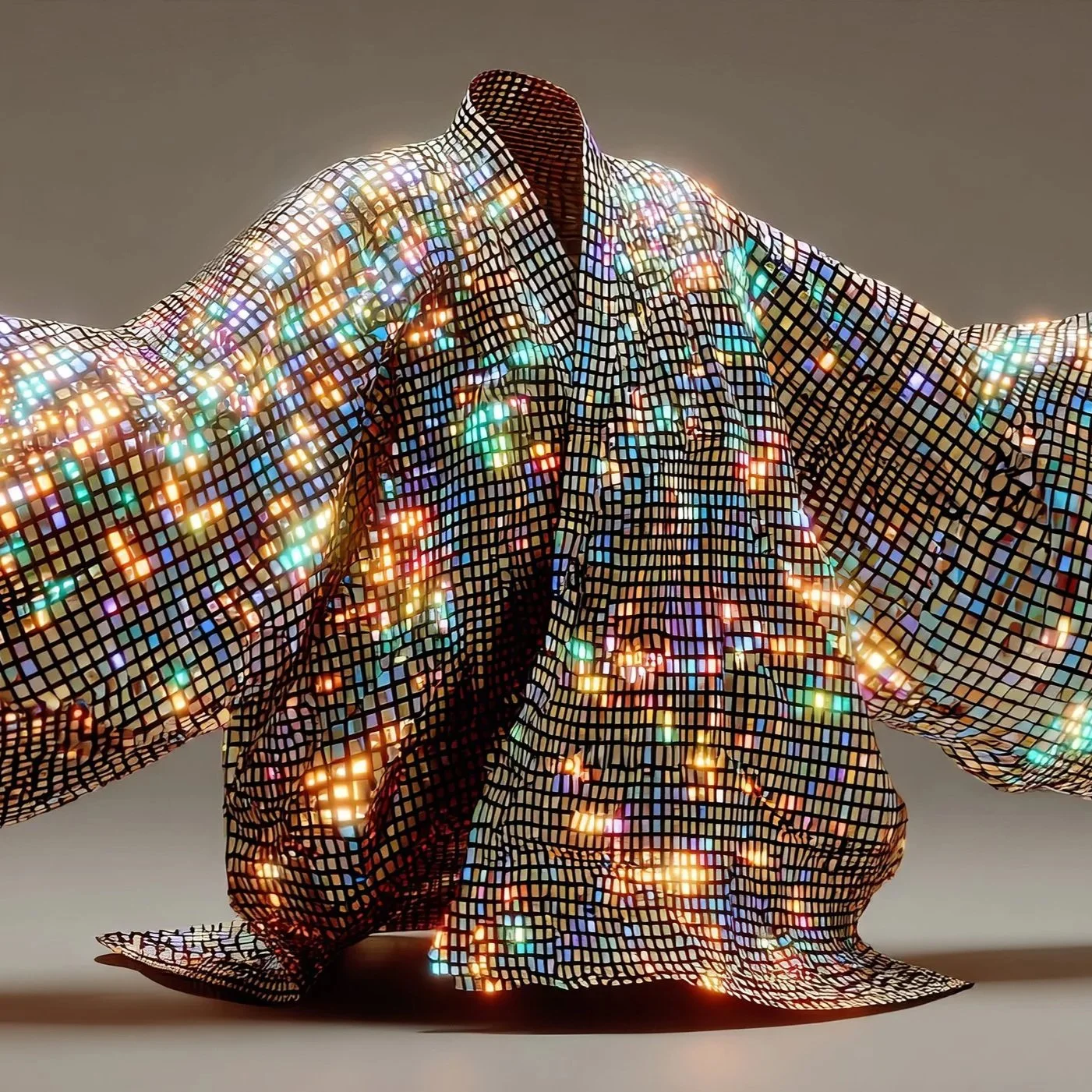
Image Credits : SENSIENT | ROLAND | KORNIT
Written by: Debbie McKeegan
FESPA Textile Ambassador
FESPA | GLOBAL EXPO | MUNICH | 2019
As the awareness of sustainability grows throughout our industry, and the community that it serves, we are witnessing a huge swing towards sustainable supply.
Digital printing technologies are by nature more sustainable than traditional analog alternatives, and offer a way forward towards clean, efficient, profitable manufacturing. As an industry all sectors of the textile community are embracing sustainable manufacturing practice, from the fibers that we choose to spin, the fabric preparation chemistry that we use to coat and finish, through to the print machinery and inks formulations with which we print. Massive investment has and continues to be made within every sector, many of which now collaborate to futher develop innovative new stream-line processes and technologies.
Sustainability can only exist alongside supply chain transparency, and collaboration is the key to success.
Digital Print Technologies and CAD / CAM software offer a sustainable solution to the negative environmental impact of traditional textile manufacturing practices.
Textile manufacturing across multiple industries using analogue technology previously consumed massive resources and generated (now valuable) waste as a bi-product.
Prior to Digital disruption the Textile industry consumed massive amounts of water and energy, contaminating the environment with dye stuff and numerous toxic chemicals used in the manufacture of both textile fabrics, inks, printing and the finishing of products.
Digital Textile Printing saved over 40 billion litres of water worldwide in 2018
Offering an efficient solution when compared to traditional water usage for rotary screen printing which is in the region of 50-60 litres of water per metre. Digital Textile Printing also uses smaller quantities of colour, typically 10% of the volume used when compared to screen printing. Using pigment inks as an example, and its requirement for fixation only finishing (no washing) uses less than 10 litres of water per metre.
Digitally Printed Cotton virtually eliminates the consumption of water and the discharge of noxious effluents. Using low volumes of liquid dispersions of Pigment Colours, therefore offering a positive environmental impact. Digital Textile Printing using Pigments also removes the need for water and energy greedy post processing, since colour fastness is achieved by heat fixation alone as opposed to lengthy steam fixation and washing off procedures.
Today the Digital print Industry offers a clean future for the environment and as the consumer and buyer becomes more conscious of their environmental choices, and the true impact that those choices make, digital technologies and their application will continue to move forward to replace unsustainable inefficient manufacturing.
The hidden waste within manufacturing is now being addressed and harnessed with innovative re-cycling processes whether that be energy, water, textile fibers, inks or the fabrics we consume, and this sector continues to expand to meet the demands of the environmentally conscious consumer
As we move towards “Circular Design” we have to be both conscious of, and responsible for the origination and the future life of the textiles we create. Re-cycling offers extended life for many of the fibres used in textile production as do “fibre to fibre” re-cycling initiatives for Closed loop textile supply chains
Re-purposing our discarded textiles and waste products offers a viable solution for Circular Design. The choices we make in our design practices all have an impact on the future cycle of the product. Choosing sustainable textiles and practice is now corporate policy for many large brands who seek to improve their global impact on the environment.
How we design our products is also paramount. Utilising AR and CAD / CAM as an industry we are massively reducing waste.
Both within the design process but equally in the production process utilizing digital sampling, automated pattern grading and cutting, print placement and print on demand business models for customized manufacturing.
We also see a new industry emerging for supply chain management, whereby large companies, brands and independents can source their finished products through sustainable practitioners who provide transparent manufacturing. Such companies offer managed sourcing from their partners and thereby guarantee certified sustainable manufacture to defined production objectives for Brands and Retailers.
Regulation in many sectors isn’t yet compulsory and so we now also see multiple options for voluntary certification being readily accepted and utilized across the textile supply chain. Oeko-tex, GOTS, SEDEX, to name just a few now help to define supply chain transparency.
Sustainability Statements:
Recently winning the Responsible Care for Sustainability Commitment Award the CHT group received the award for the process that controls the reduction of critical raw materials in the company.
“This project was started by CHT in 2015 as part of its commitment to sustainability. Since then 1,900 raw materials have already been valued. 20 percent of these were classified as critical, 8 percent were already replaced. In addition, CHT defined ten critical raw materials that are to be replaced or significantly reduced by 2020. CHT has therefore initiated new research and development projects for environmentally friendly and health-compatible raw materials and supplied its customers with the new substances. According to the assessment of the national expert jury, such a project in a medium-sized chemical company serves as milestone”. CHT GROUP
Sensient: “Sensient is committed to sustainable developments and any new technology developed is rooted in a need to consider total environmental impact. Recently released products are certified for Eco-Passport by OEKO-TEX but also aim to deliver savings on total consumption, water and energy use and reductions in waste whilst maintaining the highest standards of quality in printing and application performance. Sensient is working with partners around the world to develop inks and processes that make a difference in terms of sustainability.” SIMON DAPLYN | SENSIENT
Roland DG: “Our commitment to sustainability has always been strong and with greater attention on the issue globally, this is an area we continue to invest in at every opportunity. There are sound commercial reasons for us to adopt this stance – our customers and their customers are much more conscientious about their direct and indirect impact on the environment and this is playing a greater influence on buying decisions.
As has been the case for many years, all of Roland’s manufacturing facilities in Japan have been designed to be carbon neutral. Great effort is made to ensure that the components within our devices are recyclable and the same can be said for the packaging we use to transport our devices.
Developing environmentally friendly ink is a priority for Roland and we make a conscious effort to cut down on the use of controlled chemicals, for example, those outlined in the Pollutant Release and Transfer Register (PRTR). Our challenge is to create ink that exceeds the standards of sustainability whilst maintaining the exceptional quality our customers expect. Meanwhile, we have significantly reduced our environmental impact by changing the packaging for our ink from rigid plastic cartridges to flexible foil packaging.
We have made great strides in developing inks and software to maximize the efficiency of our devices, ensuring that consumption is never higher than necessary. By providing effective and efficient solutions at reasonable prices, businesses can easily make the transition from more wasteful, traditional systems and adopt more efficient technology. In turn, companies who use our newer devices consume less water and electricity” .ROLAND DG
Kornit Digital: “In today’s world, the number one environmental risk factor in textiles is water pollution. The amount of water currently used, wasted, and polluted is huge and actually the amount of water used in conventional dyeing and textile print processes could fill the Mediterranean Sea every two years.
As sustainability is one of the key trends and directions today and public awareness for a better and greener planet is rising, the textile industry shift towards digital printing aligns with reducing its environmental impact. Kornit’s technologies are leading this effort with a 100% waterless process utilized in every single printing system we manufacture. No pre-treatments, steaming or washing is required, and as part of Kornit’s waterless printing system, the biodegradable ink and energy saving process makes Kornit an eco-friendly printing solution” Sharon Donovich | KORNIT DIGITAL
“Sustainability” is just one word that seeks to define an unquantifiable number of actions and processes within the vast textile supply chain.
Navigating through a sustainable supply chain is not currently easy. Educating the consumer or buyer to truly understand the positive social, economic and environmental impact of clean, sustainable manufacturing has driven the industrial sector to engage and collaborate directly with brands to share knowledge, develop new technologies and provide transparency.
From Chemistry and Textiles, onto to Inks, Digital Print Machinery and Software, “Sustainability” is at the Heart of the Digital Printing Industry…
Debbie McKeegan
FESPA Textile Ambassador