Pincroft Revitalizes Adlington Dyehouse With Monforts Automation Upgrade

Image By Courtesy of Pincroft

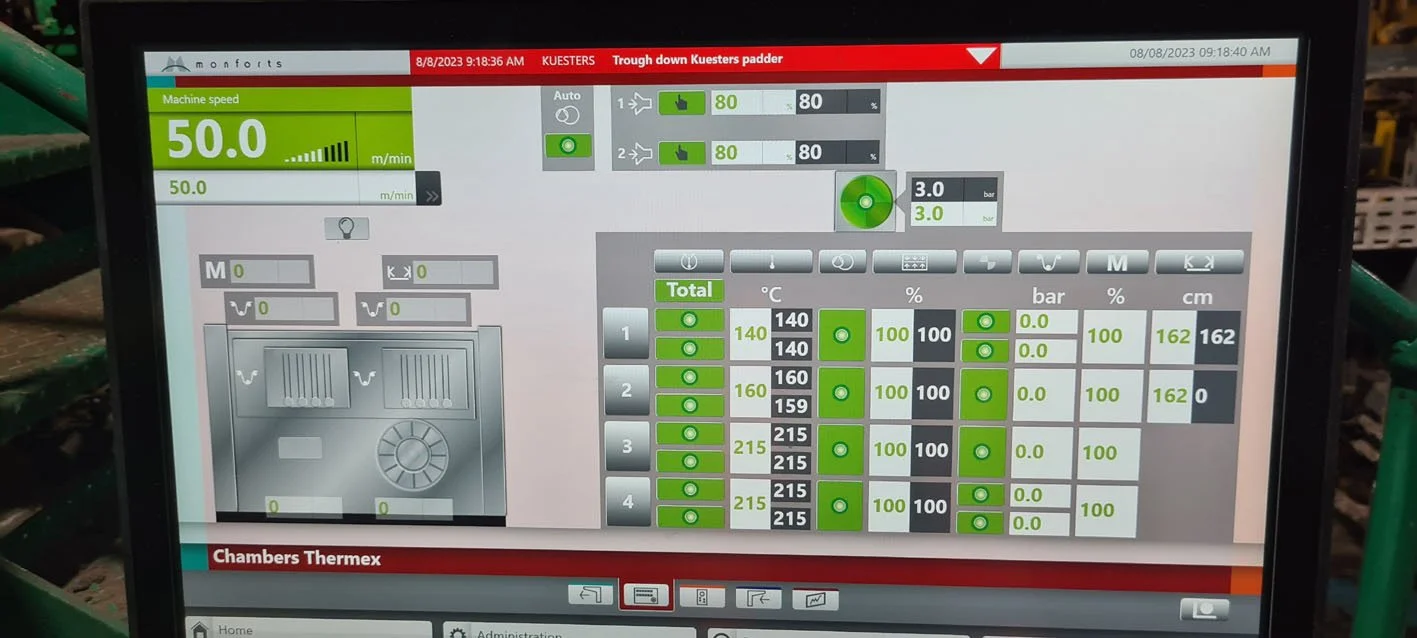
Adlington, Lancashire, UK - Pincroft, a leading specialist in dyeing, printing, and finishing of textiles, has announced a significant modernization of its Thermex continuous dyeing, condensing, and thermosoling range at its Adlington dyehouse. The upgrade, carried out by long-time partner Monforts, is set to enhance the performance and efficiency of the line, which was first installed in 2007.
The modernization project included the installation of new control cabinets, gear motors for fabric transport drives, PC, PLC control, touch panels, and frequency inverters. These advanced automation features will provide machine operators with full control over the entire system, ensuring unrivaled reliability and exceptional cost-effectiveness when dyeing both large and small batches of woven fabrics.
Achim Gesser, Monforts Area Sales Manager and Head of Spare Parts and Retrofits, emphasized the durability and longevity of Monforts machines, stating, "Our machines are built to last and known for their robustness and long service life. The retrofitting of specific modules with new control and drive technology can have a significant impact on the performance of an existing line, especially in maximizing energy savings."
In addition to the Thermex upgrade, Pincroft has also installed a new combined heat and power (CHP) plant at the site, enabling the company to produce 67% of its own electricity and recover heat for use across its textile operations. This move aligns with Pincroft's commitment to sustainability and eco-friendly practices.
With over 130 years of accumulated know-how in the textile industry, Pincroft has an annual production capacity of 50 million meters and exports to more than 80 countries. The company's meticulous pre-treatment processes, eco-friendly dyeing methods, and advanced lines ensure precise and consistent color shades that meet the most challenging fabric requirements.
As part of Carrington Textiles since 1998, Pincroft has become an integral part of one of the largest suppliers of workwear, flame retardant, waterproof, defence, and sustainable fabrics to some of the biggest companies and organizations worldwide. The company enjoys a particularly strong position in the supply of camouflage and uniform materials to armed forces around the world.
The Monforts automation upgrade and the installation of the CHP plant demonstrate Pincroft's commitment to staying at the forefront of the textile industry through innovation, sustainability, and the adoption of advanced technologies. These investments will undoubtedly strengthen the company's position as a global leader in textile dyeing, printing, and finishing.